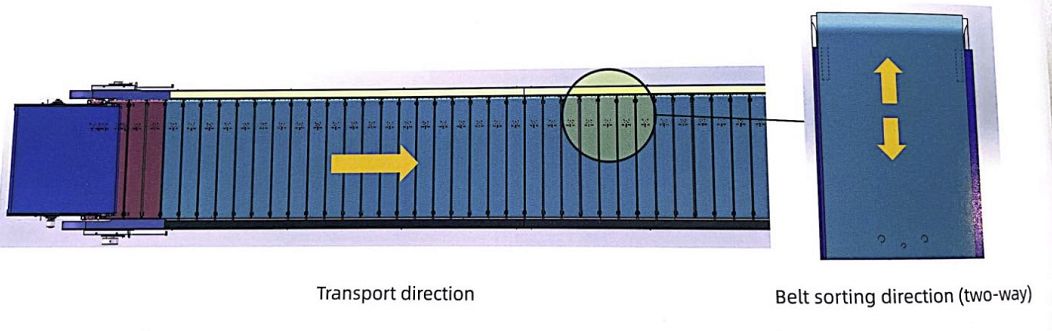
Penyortir sabuk silang linier digerakkan oleh motor melalui rantai untuk menggerakkan sabuk pengaman yang membawa parsel.Setelah sistem pemindaian memperoleh informasi saluran dan ukuran, sistem tersebutmemicu mekanisme pengalihan pada saluran melalui permintaan PLC untuk membuat sabuk troli bergerak ke arah penyortiran satu per satu, sehingga dapat mengantarkan parsel ke saluran dan mencapai tujuan penyortiran parsel.
| Barang | Parameter | ||
| Tenaga motor | 11kw(30-40m) | 15kw(40-50m) | 18,5kw(50-60m) |
| Lebar penyampaian | 1000mm | ||
| Kecepatan penyampaian | 1,5 m/s | ||
| Jarak pusat peluncuran | 2200mm | ||
| Efisiensi penyortiran maksimal | 6000PPH(Panjang paket pada 800mm) | ||
| Ukuran penyortiran maksimal | 1600X1000(LXW) | ||
| Berat penyortiran maksimal | 60kg | ||
| Lebar saluran | 2400-2500mm | ||
| Jarak minimum antar paket | 300mm | ||
| Nada pembawa | 15.24mm | ||
| Lebar sabuk | 140mm | ||
| Pergeseran sudut | Lebar 1000mm dengan 25 derajat, lebar 1200mm dengan 32 derajat | ||
| Katup solenoid | |||
| Barang | Parameter | |||
| Tenaga motor | 9kw(30-40m) | 11kw(40-50m) | 15kw(50-60m) | 18,5kw(60-100m) |
| Kecepatan penyampaian | 2-2,2 m/dtk | |||
| Lebar Peluncuran Min | 1000mm | |||
| Efisiensi penyortiran maksimal | 8500PPH(Panjang paket pada 400mm) | |||
| Tenaga motor drum elektrik | 300W | |||
| Memuat berat | 60kg/m | |||
| Lebar saluran | 2400-2500mm | |||
| Nada pembawa | 15.24mm | |||
| Lebar sabuk | 126mm | |||
Aplikasi
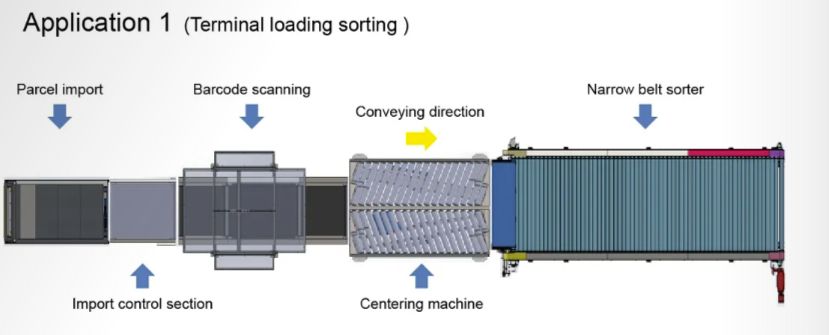
Penyortiran pemuatan terminal
1. Paket diimpor melalui konveyor sabuk teleskopik atau metode lain ke jalur penyortiran.
2. Paket dikontrol oleh bagian kontrol impor untuk mencapai jarak paket dan setelah membaca informasi grid barcode dan informasi dimensi.
3. Penyortir sabuk sempit mengurutkan ke grid yang ditentukan setelah melewati mesin pemusatan.
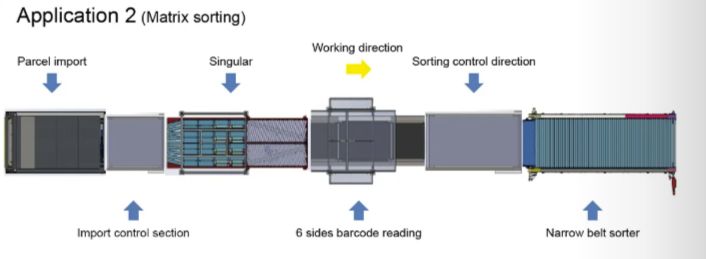
Penyortiran matriks
1. Paket diimpor melalui konveyor sabuk teleskopik atau metode lain ke jalur penyortiran.
2. Paket adalah satu kesatuan yang dikirimkan setelah pembacaan sistem tunggal dan setelah membaca informasi grid barcode dan informasi dimensi.
3. Penyortir sabuk sempit menyortir paket ke kotak yang ditentukan setelah bagian kontrol.
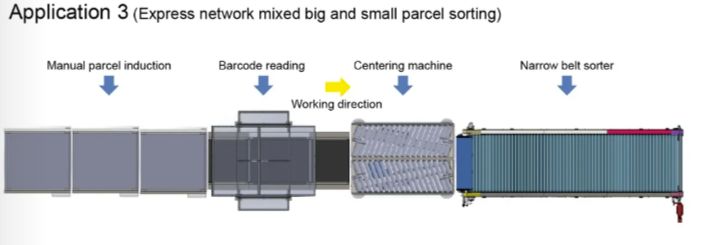
Aliran sistem berjalan
1. Letakkan parsel secara manual pada sabuk induksi dan setiap sabuk hanya mengizinkan satu parsel sehingga setiap parsel terkontrol.
2. Informasi gird dan dimensi parsel dibaca dari pembacaan barcode.
3. Paket yang telah disortir jatuh ke gird yang ditentukan setelah mesin pemusatan.
Kasus di Tempat